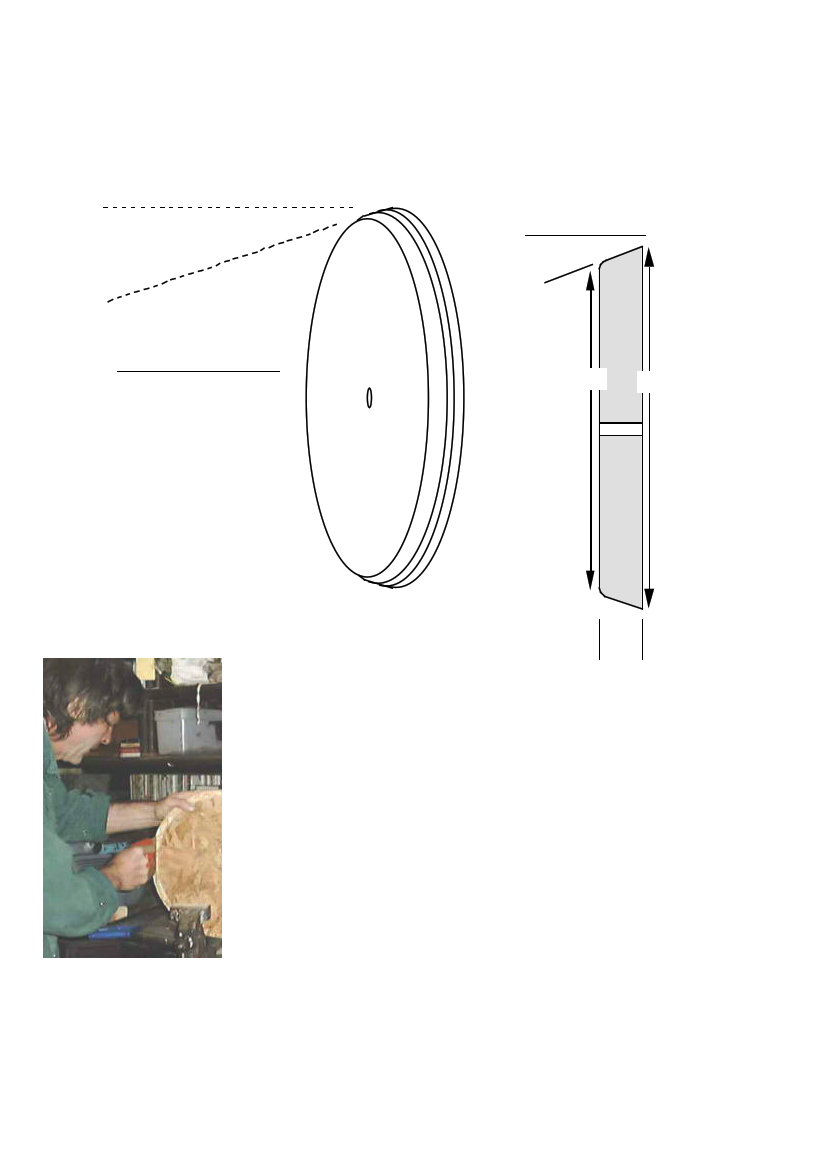
Stator Inner mould
• Cut disks with diameter 370mm
20 degrees
20. INNER MOULD
SECTION
20deg
325 368
HOLE
Sawing flat faces
on the inner mould
45
• Drill a 12mm hole at the centre of each
• Glue them into a stack (diagram 20), using a 12mm bolt to
centre them.
• The stack is at least 45 mm thick, better 50 mm.
• Turn a 20 degree taper on the rim, and round off the corner,
so that the diameter reduces from 368mm to 325mm.
• Check that the outer mod fits over the inner mould, with a
6mm gap all around the edge. Then remove the inner mould
from the faceplate.
• Draw 2 lines on the larger face of the mould, 340mm apart
(diagram 21)
• Cut two flat faces, as shown in diagram 21
PMG manual
page 20
June 2001